
Products & specifications subject to change without notice. E. & O.E.
Advanced NDT Limited
Unit 4, Elgar Business Centre
Moseley Road
Hallow, Worcester
WR2 6NJ, UK
TEL: 44 (0) 1905 371 460
EMAIL: sales@advanced-ndt.co.uk
Curlin Air
The Curlin Air Non Contact, Air Coupled, Ultrasonic Flaw Detector & Composite Bond Tester. The amazing penetrating
power allows the inspection of materials/structures not normally considered testable. The lack of couplant avoids
contamination of surface and allows the testing of porous materials.

Curlin Air - Air Coupled Composite Bond Tester & Ultrasonic Flaw Detector
Introduction
As the use of adhesively bonded structures has increased across many industries, the need for testing bond integrity has grown.Multiple glue
lines, sandwich constructions with foam and honeycomb cores, bonded carbon fibre composites and even wood have all become important in
manufacturing. The integrity of these bonds is critical to the quality of the final product.Conventional ultrasonic methods can be limited for
these applications and so a variety of alternative methods have been developed to handle this range of material combinations.
Features
• High Penetration air-coupled ultrasonics for attenuating materials
• RF display mode with flaw gate and alarm modes
• Non-contact, no surface preparation
• Robust aluminium construction with rubber end caps
• Remarkable penetrating power
• Alarm modes
• Programmable user set-ups
• Custom Yokes for easy alignment of probes
High Penetration Ultrasonics
The Curlin Air is a non-contact, through transmission, air-coupled ultrasonic flaw detector. With an operating frequency of 50kHz, very low
compared to conventional ultrasonic testing, the system is able to detect anomalies in the sound path through even the most attenuating
materials. The Curlin Air requires no surface preparation and can penetrate up to 6 inches (150mm) of foam, wood, honeycomb and other
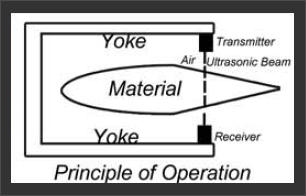
materials with a high air volume ratio. A transmitting and receiving probe are positioned on opposite sides of the test object by means of a
mechanical yoke or a pair of magnetic wheeled carriers. The live display shows instantly if the sound path is interrupted by a defect in the
material. Flaw gates and alarms can be programmed and stored for each application.
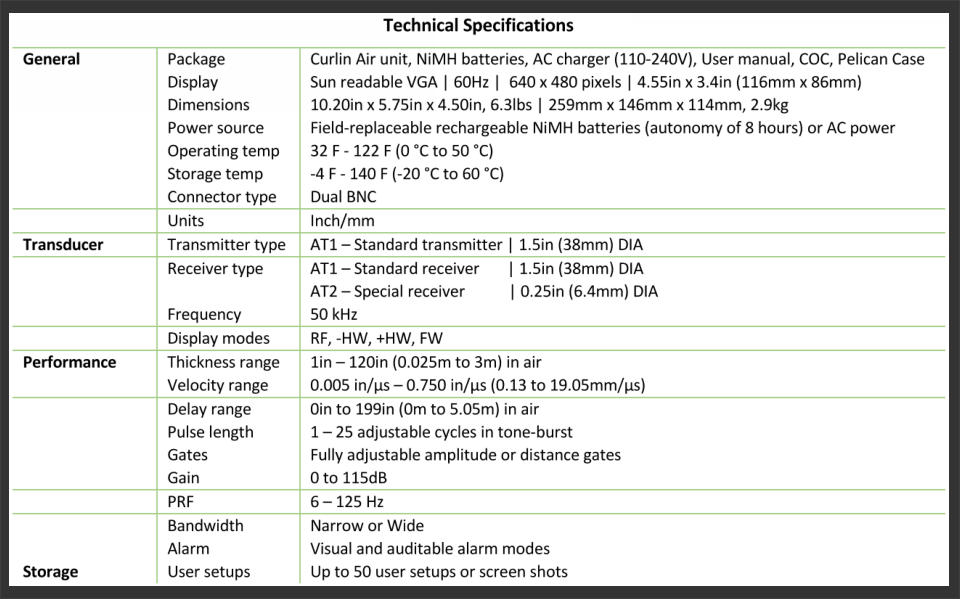
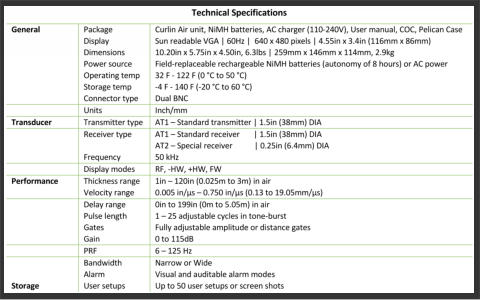
The Curlin Air - Air-Coupled Composite Bond Tester & Ultrasonic Flaw Detector, Weighs 6.3 lbs. (2.9 kg) including batteries. Easy to read ultra-
fast LCD display A-trace. User-friendly menu structure with context sensitive help screens for every menu item. Membrane push button
controls. Direct access to range, delay & gain controls, audio / visual flaw alarms, as well as various menus through a new direct access keypad.
Features 115db gain. Uses 5 'D'-size alkaline or rechargeable Ni-cad batteries for about 24 to 8 hours, respectively, of typical use (with optional
LCD back-light off).
•Standard package includes instrument, Pelican style shipping case, manual, batteries and AC charger
•Remarkable penetrating power
•Through transmission, non-contact
•A-trace display
•Alarm: adjustable trigger level, audible and visual
•Adjustable range, delay and gain
•Options Include: Transducers, Yoke Adaptors, Magnetic Wheeled Carriers
Applications Include:
• Integrity of Composites and adhesively bonded structures
• Inspections on highly attenuating multi-layered structures including carbon-carbon, wood, foam, glass fibre / carbon fibre composites and
honeycomb
• Delaminations, disbonds, skin to core flaws, crushed core, voids, Impact damage, Liquid Ingress
• Foam core laminates
• Graphite Composites
• Far-side defects
• Bonded honeycomb structures
• Construction materials:
o Drywall, plywood, particleboard, cement
• Structural urethane foam
• New & Re-Tread Tyres
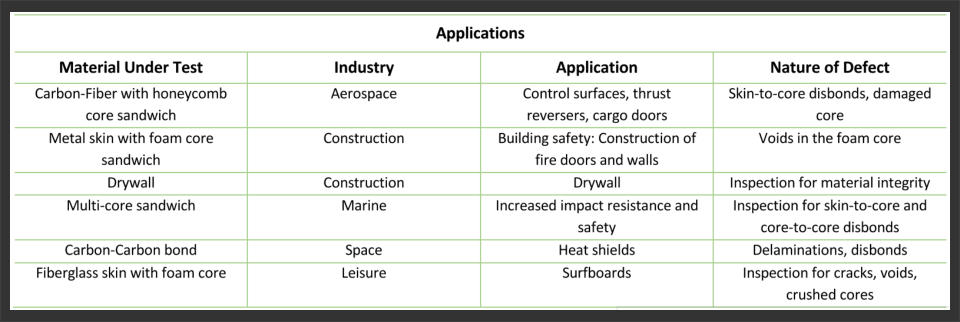
Unique Applications
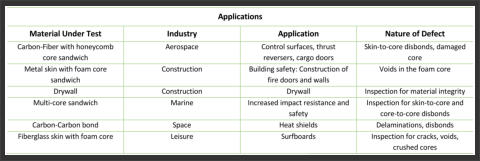
The Curlin Air has become synonymous with specialized inspections including:-
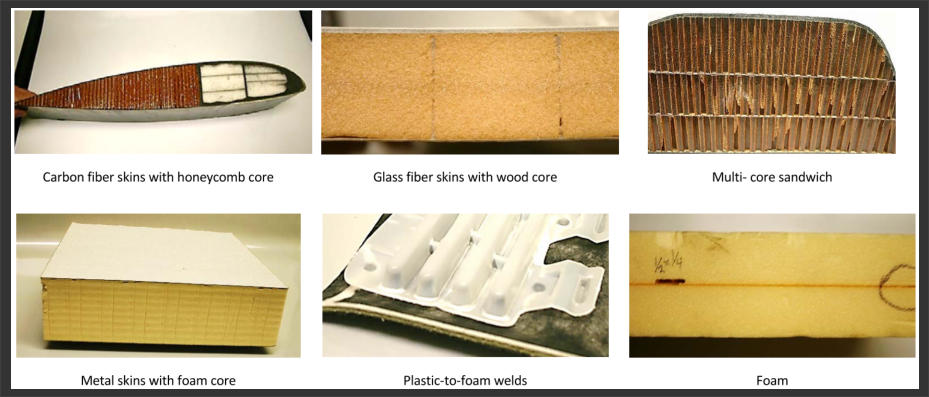
Carbon-Fibre sandwich with honeycomb core: Aerospace application for control surfaces, thrust reversers, cargo doors. Inspecting for skin-
core disbonds or damaged core.
Carbon-Carbon: Space application used for heat shields. Inspecting for delaminations, disbonds in highly porous material.
Metal sandwich with foam core: A typical construction used for fire doors and walls. Inspecting for voids in the foam core.
Solid Foam: Inspecting for cracks or voids internally.
Drywall: Used extensively in the construction industry.
Multiple Core Sandwich: Marine composites application with multiple core sheets and glue lines between. Inspecting for skin to core and core
to core disbonds
The CURLIN AIR, Airborne Ultrasonic Flaw Detector was initially developed to ultrasonically inspect an ever growing class of materials/products
that are too attenuative to inspect with conventional (Megahertz frequency) ultrasonic flaw detectors. However, because of its non-contact
airborne beam feature, the CURLIN AIR, Airborne Ultrasonic Flaw Detector, also, offers applications advantages for certain materials/products
that are routinely inspected with conventional equipment. Refer to the Application Notes (AN) which are published on an ongoing basis for the
CURLIN AIR, Airborne Ultrasonic Flaw Detector.
The unique performance of the CURLIN AIR, Airborne Ultrasonic Flaw Detector sometimes may seem amazing, especially to those who have
had experience with conventional ultrasonic flaw detectors, as well as those who could not find a practical means to non destructively inspect
their particular product. Neglecting actual performance levels/details, it almost becomes an issue of what the CURLIN AIR’s ultrasonic beam
can't "punch through", rather than what it can punch through.
The object of this Technical Note is to briefly explain, in simple and general terms, how & why it works.
Features
•No Liquid Couplant Needed•No Surface Contact
•Portable
•Analogue Output for Use With Data Acquisition Systems
No "Magic"
In order for the CURLIN AIR, Airborne Ultrasonic Flaw Detector to work, the following major technical issues needed to be addressed:
Test Frequency: A frequency of 50KHz (having a wavelength in air of 1/4") was chosen because it was:
• low enough so ultrasonic attenuation (scatter and absorption) is greatly reduced to levels which permit ultrasound to readily propagate
through both air and the categories of materials targeted for inspection, yet
• high enough so satisfactorily small-diameter, well-collimated ultrasonic beams can be generated by acceptably small-sized probes
(transducers). The 1.9" OD Model ATI Probe has an effective beam diameter of about 1 3/8" at the probe face, with a beam-spread of only
about 91/2° (half-angle at - 20dB).
Tone Bursts: Generate pulsed ultrasonic energy in the form of rapidly reoccurring tone bursts (cycle packets at the 50KHz test frequency)
which possess the necessary duration (pulse length) and amplitude to deliver the desired "penetration power", yet eliminate/minimize
standing wave interference.
Sensitivity: Provide the high levels of low-noise adjustable amplification needed (up to 100dB or 100,000X) to compensate for the large
amount of ultrasonic energy lost by reflection at both material surfaces (airborne ultrasound experiences an exceptionally large acoustic
impedance mismatch at air-solid interfaces - far greater than the liquid couplant-solid interfaces experienced with conventional flaw
detectors).
Special Probes (Transducers): Provide exceptionally effective energy coupling to transfer satisfactory levels of ultrasound into and back out of
the air.
An easy way to initially visualize what's happening ultrasonically and why flaws are detectable is to take a "trek" along with an ultrasonic tone
burst (longitudinal wave mode) as it travels from the transmitter probe, through air to the material being inspected, through the material and
eventually through air again to the receiver probe.
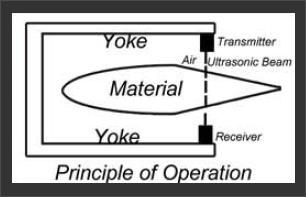
The Ultrasonic Trek
• Transmission Into Air: Initially, a portion of ultrasonic energy is lost (due to the transmitter probe/air impedance mismatch) as the tone
burst is initially launched into the air.
• Airpath To Material: Once launched, the tone burst travels through the air and loses further energy due to attenuation (absorption) and
beam-spread (diffraction). For example, about 3dB of tone burst amplitude is lost by travelling across an airpath of 6". (There is also a
"complex" radiation field, called the Near Field, which extends about 1.9" in front of the Model ATI transmitter probe).
• Entry Into Material: A large amount (over 99%) of the incident tone burst energy is lost due to reflection at the material surface, with only a
small amount of the ultrasound actually entering the material. This reflection loss is caused by the extremely large acoustic impedance
mismatch at the air-material interface. The acoustic impedance mismatch can be thought of as a "valve or shutters" which determine how
much ultrasound is permitted to cross the interface (a perfect impedance match allows all the ultrasound to pass-no reflection).
• Travel Through Material: As this weakened tone burst travels through the flawless solid material, it experiences further energy loss caused
by attenuation (both absorption and scattering, in the case of a solid), as well as by additional beam-spreading.
• Exit From Material: The remaining burst now experiences another huge energy reflection loss (again over 99%) due to the same excessive
material-air acoustic impedance mismatch as was experienced at the above-mentioned entry surface. At this point, the tone burst has lost
more than 99.9% of its energy due to only the two surface reflections.
• Airpath To Receiver Probe: After exiting the material, the now extremely low energy tone burst experiences further attenuation and beam-
spread loss as it travels along the airpath to the receiver probe.
• Reception From Air: Finally, when this low-level tone burst impinges on the receiver probe, an additional energy loss is experienced during
its ultrasonic transfer to (ultrasonic activation of) the probe.
• Impact Of Material Flaw: Ironically, while impedance mismatches at the two material surfaces can be considered energy-stealing enemies,
the large air-material mismatch caused by a flaw (delamination, split or cavity) becomes a great ally. Basically, the tone burst experiences
another similar 99%-plus energy loss when it impinges on a flaw (assuming the flaw is large enough to intersect the complete beam).
Even"pressed together" delaminations at this test frequency (50KHz) will still reflect 99%-plus of the signal energy (because there is a
microscopically thin layer of air still present at the flaw site). Thus, the flaw "blocks" a huge percentage of the normal (flawless) tone burst
energy - making the flaw readily detectable.
ENERGY AND AMPLITUDE
The above-mentioned ultrasonic energy (energy intensity) losses are electronically detected in terms of overall signal amplitude losses. Signal
amplitude is related to the square root of the energy intensity.
CURLIN AIR, Airborne Ultrasonic Flaw Detector COMPENSATION
In the "real world", many Inspectable products create actual energy intensity losses which require compensatory signal amplitude boosts by
the receiver amplifier that are in the range of 1,000x to 10,000x (60 to 90dB). The gain required mainly depends upon the product's acoustic
impedance, attenuation and thickness





Products & specifications subject to change without notice. E. & O.E.
Advanced NDT Limited
Unit 4, Elgar Business Centre
Moseley Road
Hallow, Worcester
WR2 6NJ, UK
TEL: 44 (0) 1905 371 460
EMAIL: sales@advanced-ndt.co.uk
The Curlin Air Non Contact, Air Coupled, Ultrasonic Flaw Detector &
Composite Bond Tester. The amazing penetrating power allows the
inspection of materials/structures not normally considered testable.
The lack of couplant avoids contamination of surface and allows the
testing of porous materials.


Curlin Air - Air Coupled Composite Bond Tester &
Ultrasonic Flaw Detector
Introduction
As the use of adhesively bonded structures has increased across many
industries, the need for testing bond integrity has grown.Multiple glue
lines, sandwich constructions with foam and honeycomb cores, bonded
carbon fibre composites and even wood have all become important in
manufacturing. The integrity of these bonds is critical to the quality of
the final product.Conventional ultrasonic methods can be limited for
these applications and so a variety of alternative methods have been
developed to handle this range of material combinations.
Features
• High Penetration air-coupled ultrasonics for attenuating materials
• RF display mode with flaw gate and alarm modes
• Non-contact, no surface preparation
• Robust aluminium construction with rubber end caps
• Remarkable penetrating power
• Alarm modes
• Programmable user set-ups
• Custom Yokes for easy alignment of probes
High Penetration Ultrasonics
The Curlin Air is a non-contact, through transmission, air-coupled
ultrasonic flaw detector. With an operating frequency of 50kHz, very low
compared to conventional ultrasonic testing, the system is able to
detect anomalies in the sound path through even the most attenuating
materials. The Curlin Air requires no surface preparation and can
penetrate up to 6 inches (150mm) of foam, wood, honeycomb and
other materials with a high air volume ratio. A transmitting and
receiving probe are positioned on opposite sides of the test object by
means of a mechanical yoke or a pair of magnetic wheeled carriers. The
live display shows instantly if the sound path is interrupted by a defect
in the material. Flaw gates and alarms can be programmed and stored
for each application.
The Curlin Air - Air-Coupled Composite Bond Tester & Ultrasonic Flaw
Detector, Weighs 6.3 lbs. (2.9 kg) including batteries. Easy to read ultra-
fast LCD display A-trace. User-friendly menu structure with context
sensitive help screens for every menu item. Membrane push button
controls. Direct access to range, delay & gain controls, audio / visual
flaw alarms, as well as various menus through a new direct access
keypad. Features 115db gain. Uses 5 'D'-size alkaline or rechargeable Ni-
cad batteries for about 24 to 8 hours, respectively, of typical use (with
optional LCD back-light off).
•Standard package includes instrument, Pelican style shipping case,
manual, batteries and AC charger
•Remarkable penetrating power
•Through transmission, non-contact
•A-trace display
•Alarm: adjustable trigger level, audible and visual
•Adjustable range, delay and gain
•Options Include: Transducers, Yoke Adaptors, Magnetic Wheeled
Carriers
Applications Include:
• Integrity of Composites and adhesively bonded structures
• Inspections on highly attenuating multi-layered structures including
carbon-carbon, wood, foam, glass fibre / carbon fibre composites and
honeycomb
• Delaminations, disbonds, skin to core flaws, crushed core, voids,
Impact damage, Liquid Ingress
• Foam core laminates
• Graphite Composites
• Far-side defects
• Bonded honeycomb structures
• Construction materials:
o Drywall, plywood, particleboard, cement
• Structural urethane foam
• New & Re-Tread Tyres
Unique Applications
The Curlin Air has become synonymous with specialized inspections
including:-
Carbon-Fibre sandwich with honeycomb core: Aerospace application
for control surfaces, thrust reversers, cargo doors. Inspecting for skin-
core disbonds or damaged core.
Carbon-Carbon: Space application used for heat shields. Inspecting for
delaminations, disbonds in highly porous material.
Metal sandwich with foam core: A typical construction used for fire
doors and walls. Inspecting for voids in the foam core.
Solid Foam: Inspecting for cracks or voids internally.
Drywall: Used extensively in the construction industry.
Multiple Core Sandwich: Marine composites application with multiple
core sheets and glue lines between. Inspecting for skin to core and core
to core disbonds

The CURLIN AIR, Airborne Ultrasonic Flaw Detector was initially
developed to ultrasonically inspect an ever growing class of
materials/products that are too attenuative to inspect with
conventional (Megahertz frequency) ultrasonic flaw detectors.
However, because of its non-contact airborne beam feature, the
CURLIN AIR, Airborne Ultrasonic Flaw Detector, also, offers applications
advantages for certain materials/products that are routinely inspected
with conventional equipment. Refer to the Application Notes (AN)
which are published on an ongoing basis for the CURLIN AIR, Airborne
Ultrasonic Flaw Detector.
The unique performance of the CURLIN AIR, Airborne Ultrasonic Flaw
Detector sometimes may seem amazing, especially to those who have
had experience with conventional ultrasonic flaw detectors, as well as
those who could not find a practical means to non destructively inspect
their particular product. Neglecting actual performance levels/details, it
almost becomes an issue of what the CURLIN AIR’s ultrasonic beam
can't "punch through", rather than what it can punch through.
The object of this Technical Note is to briefly explain, in simple and
general terms, how & why it works.
Features
•No Liquid Couplant Needed•No Surface Contact
•Portable
•Analogue Output for Use With Data Acquisition Systems
No "Magic"
In order for the CURLIN AIR, Airborne Ultrasonic Flaw Detector to work,
the following major technical issues needed to be addressed:
Test Frequency: A frequency of 50KHz (having a wavelength in air of
1/4") was chosen because it was:
• low enough so ultrasonic attenuation (scatter and absorption) is
greatly reduced to levels which permit ultrasound to readily propagate
through both air and the categories of materials targeted for
inspection, yet
• high enough so satisfactorily small-diameter, well-collimated
ultrasonic beams can be generated by acceptably small-sized probes
(transducers). The 1.9" OD Model ATI Probe has an effective beam
diameter of about 1 3/8" at the probe face, with a beam-spread of only
about 91/2° (half-angle at - 20dB).
Tone Bursts: Generate pulsed ultrasonic energy in the form of rapidly
reoccurring tone bursts (cycle packets at the 50KHz test frequency)
which possess the necessary duration (pulse length) and amplitude to
deliver the desired "penetration power", yet eliminate/minimize
standing wave interference.
Sensitivity: Provide the high levels of low-noise adjustable
amplification needed (up to 100dB or 100,000X) to compensate for the
large amount of ultrasonic energy lost by reflection at both material
surfaces (airborne ultrasound experiences an exceptionally large
acoustic impedance mismatch at air-solid interfaces - far greater
than the liquid couplant-solid interfaces experienced with
conventional flaw detectors).
Special Probes (Transducers): Provide exceptionally effective energy
coupling to transfer satisfactory levels of ultrasound into and back out
of the air.
An easy way to initially visualize what's happening ultrasonically and
why flaws are detectable is to take a "trek" along with an ultrasonic
tone burst (longitudinal wave mode) as it travels from the transmitter
probe, through air to the material being inspected, through the
material and eventually through air again to the receiver probe.
The Ultrasonic Trek
• Transmission Into Air: Initially, a portion of ultrasonic energy is lost
(due to the transmitter probe/air impedance mismatch) as the tone
burst is initially launched into the air.
• Airpath To Material: Once launched, the tone burst travels through
the air and loses further energy due to attenuation (absorption) and
beam-spread (diffraction). For example, about 3dB of tone burst
amplitude is lost by travelling across an airpath of 6". (There is also a
"complex" radiation field, called the Near Field, which extends about
1.9" in front of the Model ATI transmitter probe).
• Entry Into Material: A large amount (over 99%) of the incident tone
burst energy is lost due to reflection at the material surface, with only a
small amount of the ultrasound actually entering the material. This
reflection loss is caused by the extremely large acoustic impedance
mismatch at the air-material interface. The acoustic impedance
mismatch can be thought of as a "valve or shutters" which determine
how much ultrasound is permitted to cross the interface (a perfect
impedance match allows all the ultrasound to pass-no reflection).
• Travel Through Material: As this weakened tone burst travels
through the flawless solid material, it experiences further energy loss
caused by attenuation (both absorption and scattering, in the case of a
solid), as well as by additional beam-spreading.
• Exit From Material: The remaining burst now experiences another
huge energy reflection loss (again over 99%) due to the same excessive
material-air acoustic impedance mismatch as was experienced at the
above-mentioned entry surface. At this point, the tone burst has lost
more than 99.9% of its energy due to only the two surface reflections.
• Airpath To Receiver Probe: After exiting the material, the now
extremely low energy tone burst experiences further attenuation and
beam-spread loss as it travels along the airpath to the receiver probe.
• Reception From Air: Finally, when this low-level tone burst impinges
on the receiver probe, an additional energy loss is experienced during
its ultrasonic transfer to (ultrasonic activation of) the probe.
• Impact Of Material Flaw: Ironically, while impedance mismatches at
the two material surfaces can be considered energy-stealing enemies,
the large air-material mismatch caused by a flaw (delamination, split or
cavity) becomes a great ally. Basically, the tone burst experiences
another similar 99%-plus energy loss when it impinges on a flaw
(assuming the flaw is large enough to intersect the complete beam).
Even"pressed together" delaminations at this test frequency (50KHz)
will still reflect 99%-plus of the signal energy (because there is a
microscopically thin layer of air still present at the flaw site). Thus, the
flaw "blocks" a huge percentage of the normal (flawless) tone burst
energy - making the flaw readily detectable.
ENERGY AND AMPLITUDE
The above-mentioned ultrasonic energy (energy intensity) losses are
electronically detected in terms of overall signal amplitude losses.
Signal amplitude is related to the square root of the energy intensity.
CURLIN AIR, Airborne Ultrasonic Flaw Detector COMPENSATION
In the "real world", many Inspectable products create actual energy
intensity losses which require compensatory signal amplitude boosts
by the receiver amplifier that are in the range of 1,000x to 10,000x (60
to 90dB). The gain required mainly depends upon the product's
acoustic impedance, attenuation and thickness



Curlin Air





Curlin Air




